
Aluminium – ein solch vielseitig einsetzbares Material. Was wir damit alles nicht anstellen. Ein Hilfsmittel, wovon wir im täglichen Leben Gebrauch machen. In unserem letzten Artikel „Was ist Aluminium?“ haben wir bereits über die Geschichte und Entstehung dieses Werkstoffes gesprochen.
Doch welchen Weg legt das Aluminium bei seiner Verarbeitung zu einem Aluminium-Profil zurück? Wie genau sieht der Verarbeitungsvorgang aus, was gehört dazu und was sollte beachtet werden? In diesem Artikel werden Sie eine detaillierte Antwort auf die Frage „Wie werden Aluminium-Profile hergestellt?“ vorfinden. Hierbei beziehen wir uns auf das am häufigsten angewendete Verfahren der Aluminium-Presse: Das Strangpressverfahren. Es erwarten Sie auch weitere aufschlussreiche Informationen in diesem Beitrag.
Schritt 1 der Aluminium-Profil-Herstellung: Die Bolzenfertigung
Oft halten wir ein fertiges Endprodukt in der Hand, ohne den unmittelbaren Vorgänger dieses Produkts zu kennen. Welche Form hatte das Produkt und was war es überhaupt, bevor wir es erhalten haben? Selbstverständlich hat auch das Aluminium-Profil einen unmittelbaren „Vorgängerzustand“: Den Aluminium-Bolzen.
Der Aluminium-Bolzen ist ein Vormaterial, welches beim ersten aller Produktionsschritte der Aluminium-Profil-Erstellung entsteht. Sie können sich einen Aluminium-Bolzen wie eine Aluminium-Rundstange, wie die, die wir in unserem Sortiment haben, vorstellen – nur kürzer. Die Bolzen haben je nach Anwendungsbereich und Bestimmungszweck verschiedene Durchmesser. Verschiedene Durchmesser werden auch in unterschiedlichen Maschinen gepresst.
Die Herstellung von Aluminium-Bolzen
Natürlich müssen auch die Bolzen vor deren Weiterverarbeitung hergestellt werden. Aluminium-Bolzen entstehen durch das Gießen von erhitztem Aluminium. Dabei wird das Metall durch ein elektronisches Induktions-Verfahren um 900 – 1.000 Grad erhitzt. Der Schmelzpunkt von Aluminium liegt bereits bei 660,3 Grad Celsius.
Anschließend wir das flüssige Aluminium in eine Rund-Öffnung im Boden gegossen. Dort wird das Aluminium noch während es flüssig ist durch Zusatzstoffe ergänzt. Diese Zusatzstoffe „verhelfen“ dem Aluminium zur Annahme bestimmter, individuell definierter Eigenschaften. Beispielsweise kann der Bedarf an einem besonders elektrizitätsleitfähigen Aluminium-Profil vorliegen. Oder aber es wird eine besondere Seefestigkeit, Biegefestigkeit oder beliebig andere Erweiterung gewünscht.
Je nach Bestimmung und Funktion wird es dann durch den entsprechenden Zuschlag ergänzt. Beispiele für mögliche Zuschläge wären Silizium, Magnesium, Mangan, Blei, Kupfer, etc.
Beispielsweise kommt bei der Stahl-Herstellung Chrom hinzu, um das Metall gezielt vor Rost zu schützen. – Daher der Name „Chromstahl“.
Die Wahl der Zusätze hängt vom individuellen Endprodukt und seinem Verwendungszweck ab. AluScout bestellt zum großen Teil Standard-Aluminium, weil unsere Kunden meist keine speziellen Anforderungen haben.
Das durch ein oder mehrere Zuschläge ergänzte Aluminium kühlt dann im Boden ab und nimmt seine runde Form an. Bei dieser Abkühlung zieht sich das Aluminium, wie die meisten Elemente, zusammen.
Es bleibt anschließend nur, den fertigen, durch Zusätze ergänzten Bolzen aus dem Boden zu ziehen. Dies geschieht selbstverständlich maschinell.
(Aluminium-Bolzen werden entweder in speziellen Fertigungen oder aber auch im Aluminium Presswerk selbst hergestellt. Ob die Aluminium-Profil Hersteller dies anbieten, hängt vom jeweiligen Presswerk und deren Kapazitäten ab.)
Der Bolzen ist nun fertig und bereit für die weitere Verarbeitung – nun, zum Aluminium-Profil.
Schritt 2 der Aluminium-Profil-Herstellung: Die Strangpresse
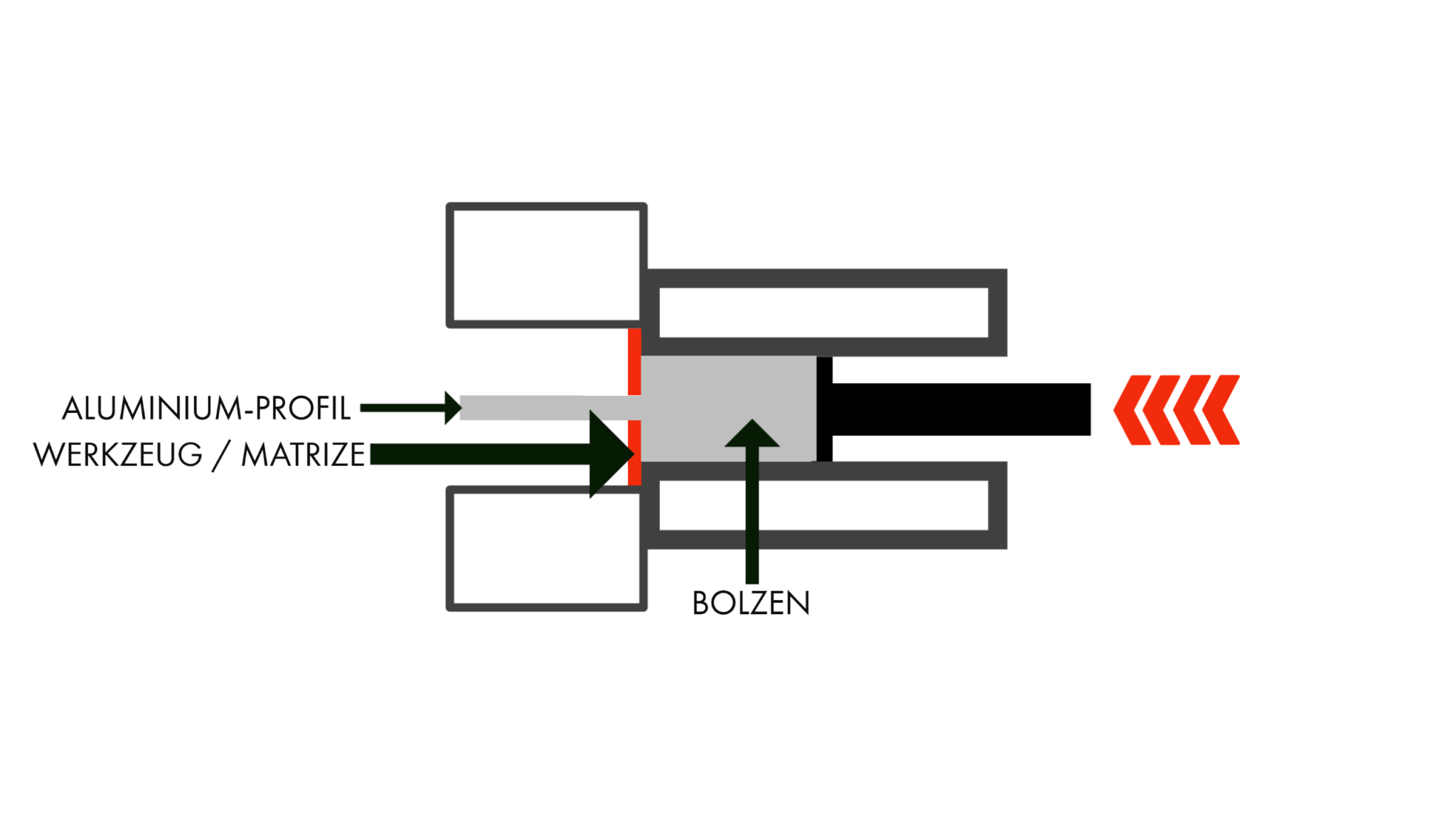
Wenn es dann soweit ist und ein Profil gepresst werden soll, wird der fertige Aluminium-Bolzen in eine Strangpressmaschine eingeführt. Deshalb heißt dieses Verfahren der Profil-Herstellung auch „Strangpressverfahren“ und die Profile entsprechend „Strangpressprofile“. Damit das Aluminium gepresst werden kann, muss es eine gewisse Weichheit aufweisen. Daher durchläuft das Aluminium nun den zweiten Erhitz-Vorgang. Diesmal bleibt es bei einer Erhitzung um 450 – 500 Grad Celsius – also noch unter Schmelzpunkt.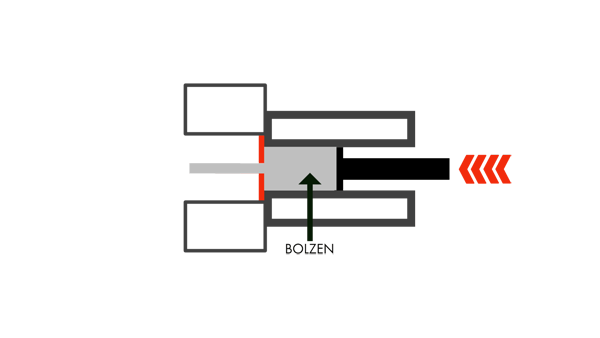
Nun wird der heiße Aluminium-Bolzen durch den Zylinder der Strangpressmaschine gepresst. Am Ende dieses Zylinders „wartet“ dann das sogenannte Werkzeug auf den Bolzen. Der Bolzen wird dann vorwärts durch dieses Werkzeug, in welches die Form des jeweiligen Profils eingearbeitet ist, gepresst.
Bevor wir mit dem Herstell-Vorgang eines Aluminium-Strangpressprofils fortfahren, gehen wir etwas mehr auf das Press-Werkzeug ein.
Das Presswerkzeug
Das Presswerkzeug ist ein aus Stahl gefertigter Aufsatz, der auf das Ende der Strangpressmaschine gesteckt wird. Das Werkzeug wir auch als Matrize bezeichnet.
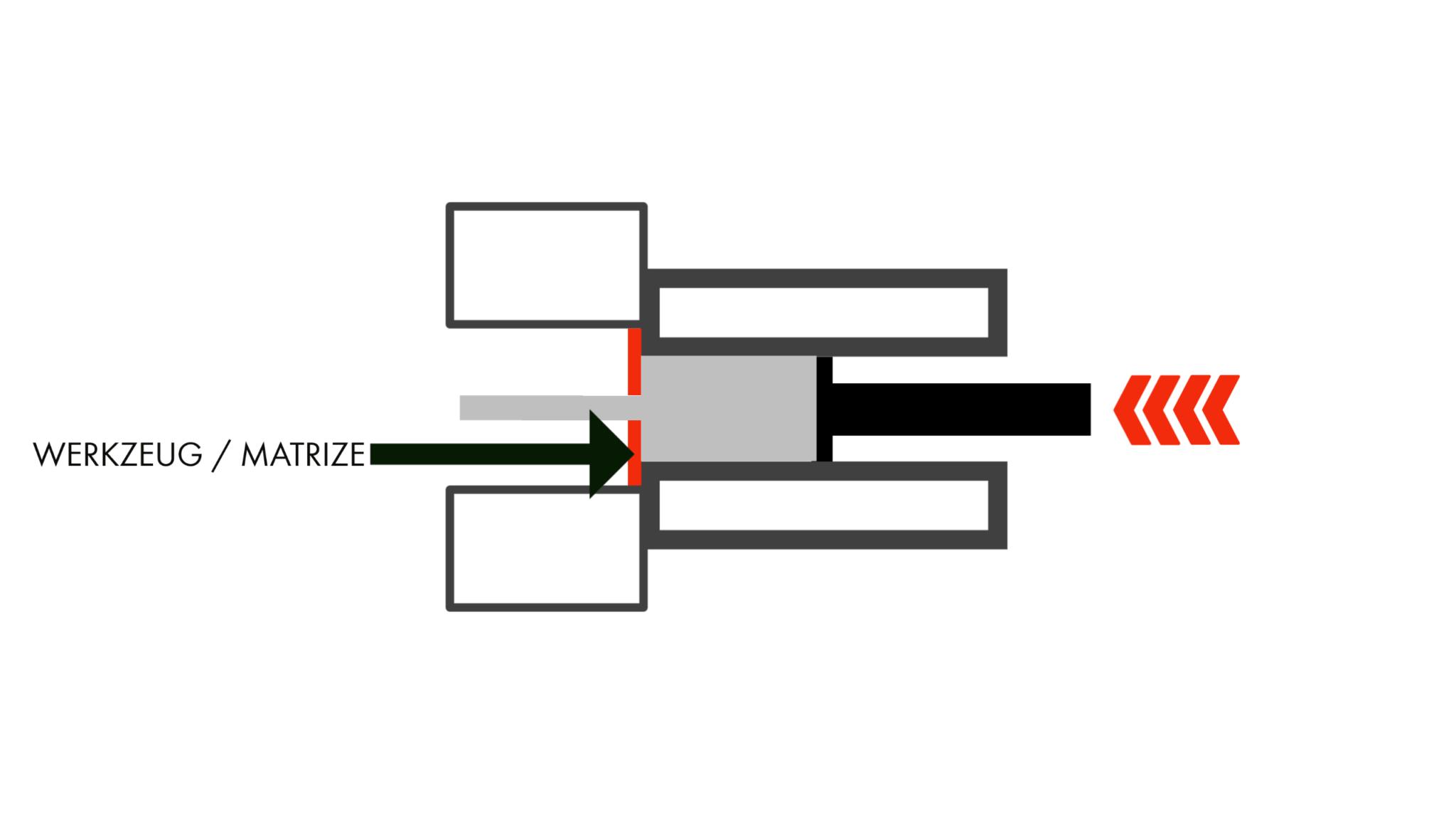
Dieses Presswerkzeug ist für die Form des Strangpressprofils verantwortlich. Das gewünschte Profil-Muster wird in das Stahl-Werkzeug bei seiner Herstellung hineingearbeitet. Es ist sozusagen das Negativ für das Profil.
Es kommt nicht selten vor, dass bei einem Kundenauftrag ein Werkzeug erstmal hergestellt werden muss. Das kommt bei spezielleren und individuellen Kundenwünschen vor. In diesen Fällen handelt es sich um Profile, welche der Großteil der Aluminium-Händler nicht auf Lager haben.
Die Kosten für die Erstellung eines Werkzeuges sind nicht niedrig und müssen vom Kunden getragen werden. Es sollte sich also für den Kunden lohnen, solch ein Strangpressprofil in Auftrag zu geben. Daher bieten die meisten Händler die Werkzeug-Herstellung bei einer Bestellung ab 500 kg an Alu-Profilen an. Das ist auch die ungefähre Lebensdauer eines Presswerkzeuges. Diese liegt zwischen 3 bis 10 Pressungen.
Die Fertigung des Werkzeugs kann preislich gesehen in verschiedenen Bereichen liegen. Falls es sich jedoch um kein allzu kompliziertes Muster handelt, so liegt der Preis zwischen 1.300 € und 2.000 €.
Bevor das speziell für einen Kunden angefertigte Werkzeug für die ganze Auftragsmenge verwendet wird, durchläuft es erst eine Probepressung. Hierdurch wird sichergestellt, dass das Werkzeug zu 100% dem Kundenwunsch entspricht. Falls dies nämlich nicht der Fall ist, kann das Werkzeug noch nachgearbeitet werden. Durch die Probepressung möchte man eine mögliche Verschwendung eines ganzen Aluminium-Bolzen verhindern.
Das bei der Probepressung erstellte Strangpressprofil wird dem Kunden entsprechend zugesandt. Dieser überprüft das Produkt und gibt ein Feedback an den Hersteller. Wenn das Profil den Vorstellungen des Kunden entspricht, kann das Werkzeug ohne jegliche Nachbesserungen für den gesamten Auftrag verwendet werden.
Nach seiner Herstellung und der Pressung wird das Werkzeug für den Auftraggeber (Kunde) beim Presswerk verwahrt. Dieser hat das Werkzeug bezahlt und es gehört somit ihm. Er kann es für spätere Strangpressvorgänge nutzen, bis die Lebensdauer des Werkezugs vorüber ist.
Vor der Werkzeug-Herstellung
Ein Werkzeug kann allerdings nicht sofort in die Fertigung gehen. Es muss zuerst ermittelt werden, ob die Matrize in der gewünschten Ausführung überhaupt gefertigt werden kann. Dabei wird die Stabilität des Werkzeugs und die Form des zu pressenden Profils berücksichtigt.
Es bestehen nämlich bestimmte Risiken, die man bei der Planung der Werkzeug-Herstellung beachten muss. Zum einen könnte das Werkzeug bei der Pressung eines individuellen Musters brechen. Ein Beispiel für so einen möglichen Bruch stellt das auf dieser Zeichnung abgebildete U-Profil dar.
![]()
Auf der Abbildung kann man sehen, wie gering das Innenmaß des U-Profils ausfällt. Dies ist durch die roten Pfeile auf der Skizze gekennzeichnet. Stellen Sie sich nun die Pressung des Aluminium-Bolzen durch dieses Muster vor. Bei dem unwahrscheinlich hohen Druck besteht die Möglichkeit, dass das Werkzeug beispielsweise an der rot-markierten Stelle einfach abbricht.
Falls das Werkzeug dem Druck allerdings standhalten sollte, so besteht ein weiteres potenzielles Risiko beim Pressen eines solchen Strangpressprofils. Es könnte nämlich dazu kommen, dass die eine Profilseite auf die andere heruntersickt. Durch die starke Erhitzung ist das Profil bei seiner Pressung noch sehr weich. Es könnte also passieren, dass das bedingt hohe Gewicht des Strangpressprofils der Schwere nicht standhalten kann.
![]()
Potenzielle Alternativlösungen zur Erstellung eines Werkzeugs
Die Problematik eines schwer herstellbaren Werkzeuges kann man auf zwei verschiedene Arten lösen.
Allerdings kann man auch verschiedene Praktiken anwenden, mit denen die beschriebenen Problematiken umgangen werden können. Hierbei wendet man Verfahren an, die sowohl das Werkzeug als auch das Profil selbst vor den dargestellten Gefahren wahren sollen.
Zum einen besteht die Möglichkeit, das Strangpressprofil in einer weniger riskanten Ausführung zu pressen. Hierbei presst man die „sicherere“ Variante eines Profils und verarbeitet es dann nach der Pressung zu seinem finalen Soll-Zustand.
Bleiben wir mal bei unserem Beispiel des U-Profils mit dem zu geringen Innenmaß. Anstatt direkt die finale Version des Strangpressprofils zu fertigen, wird zuerst ein V-förmiges Profil gepresst. Es geht auf der offenen Seite weiter auseinander als das U-Profil. Das können Sie wieder gut auf der nachfolgenden Abbildung erkennen.
![]()
Dieses Verfahren dient zur Vorbeugung eines Werkzeug-Bruches. Der grüne Pfeil auf der Zeichnung zeigt hierbei die Stelle, die durch das weitere Innenmaß eine stabilere Pressung verspricht.
Es gibt allerdings eine weitere Möglichkeit, das Werkzeug und Strangpressprofil vor den beschriebenen Problemen zu schützen. Durch das Hinzufügen eines dünnen Balkens zur offenen Seite des Profils, wird das Absinken der Profilseite vermieden.
![]()
Wie man sehen kann, handelt es sich wirklich um einen sehr dünnen Balken. Auch wenn der „nette Nebeneffekt“ der Schutz des Werkzeuges ist, so steht doch das Verhindern des Absinkens im Vordergrund. Nach der Pressung wird dieser „Hilfssteg“ einfach aus dem Strangpressprofil herausgerissen. Um das Abreißen zu vereinfachen, ist der Aluminium-Balken an seinen Kontaktstellen mit dem Profil nochmal etwas dünner. Falls hierbei raue Stellen auf dem Profil entstehen, werden diese anschließend weggeschliffen.
Dieses Verfahren wird häufiger angewendet als die „V-Pressung“.
Es gibt allerdings auch Abweichungstoleranzen, bei denen dieser Hilfssteg weggelassen werden kann. Nach den EN Normen gibt es verschiedene Art von Toleranzen. Die gängigsten Toleranzen sind die Maß-, Dicke-, Durchbiegungs-, Längen- und die Verdreh-Toleranz. In unserem Fall des Absinkens ist es die Maßtoleranz, die hier möglicherweise greifen könnte. Es besteht nach der DIN-Norm nämlich ein Toleranz-Fenster, welches minimale Abweichungen des Profils zulässt. Hier handelt es sich aber wirklich um Grade, die nicht auffallen und bei der vorgesehenen Verwendung nicht negativ beeinflussen.
Durch den Einsatz dieser beiden Verfahren kann dem Kunden das Strangpressprofil in der jeweiligen Wunschausführung geliefert werden.
Falls das gewünschte Profil jedoch wirklich unwahrscheinlich schwer zu pressen ist, so wird der Auftrag in den meisten Fällen abgelehnt. Unter diesen Umständen wird mit dem Kunden nach einer Alternativlösung gesucht.
Nun, wo wir über diese interessante Phase des Herstellprozesses von Aluminium-Strangpressprofilen gesprochen haben, fahren wir mit dem 3. Schritt fort.
Schritt 3 der Aluminium-Strangpressprofil-Herstellung: Die Profil-Presse und das Recken
Wir sind also an dem Punkt angekommen, wo der erhitzte Aluminium-Bolzen in der Strangpressmaschine liegt. Am Ende der Strangpresse sitzt das Werkzeug mit dem jeweiligen Profil-Muster und empfängt den heißen Bolzen.
Die Strangpressmaschine presst den Bolzen durch das Werkzeug.
Bei der Pressung wird der gesamte Aluminium-Bolzen verbraucht. Wie lang das entsprechende Strangpressprofil wird, hängt von dem Profil-Muster und seiner Dichte ab. Am Ende kommt das entsprechende Profil raus, doch noch ist es nicht fertig. Denn durch die Hitze biegt sich das Aluminium-Profil bei der Pressung und es treten Unebenheiten auf. Es kommt also nicht so gerade und fehlerfrei heraus, wie wir es in seinem Endzustand kennen. Daher werden die Strangpressprofile direkt nach der Pressung mit Pressluft abgekühlt und in ihrem dann noch aufgewärmten Zustand gereckt. Dafür werden Sie von einer Maschine an den Enden gepackt und auseinandergezogen. So nehmen die Profile Ihre perfekt gerade Form an.
Durch den harschen Kontakt zwischen Reckmaschine und Strangpressprofil wird das Aluminium an den Kontaktstellen beschädigt. Deswegen werden die Enden nach dem Recken abgesägt. Um unnötige Verschwendungen beim Absägen zu vermeiden, werden die Profile in ihrer mehrfachen Endlänge gepresst. So muss nur wenige Mal pro verbrauchten Aluminium-Bolzen gereckt und entsprechend abgesägt werden. Erst dann wird das teils mehrere zehn Meter lange Profil auf die Standardlänge von 6 Metern gesägt.
In diesem Video können Sie einen visuellen Einblick in die Aluminium-Profil-Herstellung im Strangpresse-Verfahren bekommen.
Schritt 4 der Aluminium-Profil-Herstellung: Die Beschichtung
Nach dem Zusägen werden die fertigen Aluminium-Strangpressprofile zum vollständigen Abkühlen gelagert. Wenn sie dann komplett abgekühlt sind, können verschiedene Beschichtungs- und Färbprozesse eingeleitet werden. Doch hierbei gibt es keine weiteren zeitlichen Einschränkungen oder Deadlines. Die Beschichtung der fertigen Profile kann noch im Werk vorgenommen werden, oder aber nach der Lieferung vom Großhändler veranlasst werden.
Ein Beispiel für eine Beschichtung ist der Eloxal-Vorgang. Oft bieten die Werke selbst das Eloxieren als kleine Zusatzleistung an. Wir von AluScout beziehen die Profile jedoch meist in ihrem Roh-Zustand und eloxieren bei Bedarf in unserem Bochumer Werk selbst. Damit bleiben wir bei individuellen Kundenwünschen flexibel. Die Enteloxierung ist nämlich sehr aufwändig und meist mit hohen Kosten verbunden. Wir gehen deshalb den sicheren Weg und passen die Produkte selbst kundenspezifisch an. Dabei bieten wir unsere Profile nicht nur in eloxiert, sondern auch pulverbeschichtet in allen RAL-Tönen an. Auch in einer hochwertigen Edelstahloptik oder Glanz-Chrom kriegen Sie unsere Alu-Strangpresspprofile.
Diese Beschichtung ist der letzte Punkt bei der Herstellung von Aluminium-Profilen. Natürlich können Aluminiumprofile auch in ihrer Rohform an den Konsumenten gehen. Die Ware ist nun versandfertig und kann dem Kunden zugesendet werden.
Wir können also sehen, dass die Zeiten vom Auftragseingang bis zur endgültigen Verfügbarkeit des Profils stark variieren können. Das hängt von dem individuellen Kundenwunsch und dem jeweiligen Profil Muster ab.
Nun sind wir schon am Ende dieses Beitrages angelangt. In diesem Artikel haben wir uns mit folgenden Fragen auseinandergesetzt:
- Wie wird „Strangpressen“ definiert?
- Was sind Aluminium-Strangpressprofile?
- Wie funktioniert eine Aluminium Strangpresse?
- Wie funktioniert das Vorwärts-Strangpressen?
- Wie lang sind die Teilprozesse der Aluminium-Strangpresse?
- Wie werden Aluminium-Profile hergestellt? (Der gesamte Herstell-Prozess)
Wir hoffen, dass Ihnen dieser Beitrag zu dem spannenden Thema gefallen hat und Sie das Lesen genossen haben. Das AluScout-Team grüßt herzlich.